The PharmaLift is the ideal bulk feeder for integration with electronic pill counters. Our bulk feeder ensures a consistent and precise flow of products with high accuracy and can handle variations in product size. The lift will ensure the optimal amount of product is carried to the filler hopper without damage, and do so in accordance with the pharmaceutical industry’s standards for cleanliness.
Benefits
Pharmaceutical Bulk Product Feeder Elevator for tablets, soft gels, caplets, capsules, and pills. The PharmaLift provides a large capacity bulk hopper at the operator level that will automatically feed the tablet counting equipment to ensure optimized speed.
Features
The elevator bucket lifts and lowers on demand.
Automatically refills counter hopper from a ground-level hopper (900MM (36”)).
Multiple models and speeds are available.
Single and dual discharge is suitable for single or dual hopper counters.
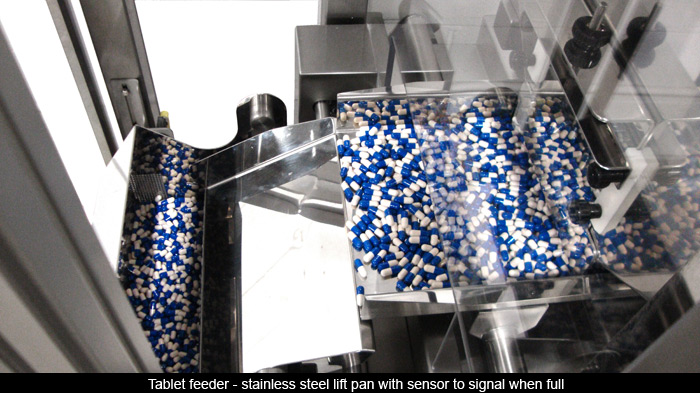
Product level sensor to be mounted in host machine controls fill level.
Product level and warning light alert the operator when the lifting hopper needs to be refilled.
The elevator bucket is refilled via a vibratory pan.
The high-speed model includes an intermediate pan which is replenished as the lift bucket is traveling.
Mounted on casters for easy access during cleaning.
Simple controls and integration.
Large product hopper at the operator level.
Limited contact parts for quick cleaning.
No change parts.
Latest cGMP design.
Can be positioned behind or beside the tablet counter (according to available space).
Dust and chip extraction systems are available.
Enables optimum control of product level and flow to counting and processing equipment.
Minimal contact parts simplify and speed changeover.
Controlled discharge rather than simple tip release eliminates dropped product.
Check out the bulk hopper video
Large capacity bulk hopper at the operator level that will feed on demand. Check out the video.
The C3 is a continuous motion sachet packaging machine that packs heat-sealed sachets on four sides using auger dosing or volumetric dosing. The C3 model is designed for packaging a broad range of products including solid, powdery, granular, liquid, and pasty, and is employed in a variety of sectors This machine model is produced in versions with 1 to 15 lanes, working with rolls of up to 1200mm. Special versions can be supplied on specific request.
The MiniLine™ is a modular, complete counting line meticulously designed to grow alongside your business. Begin with a semi-automatic counting line and, as your production needs increase, upgrade to a fully automatic counting system. The MiniLine™ fills tablets, soft gels, caplets, capsules, other pill-types into bottles. This modular system is crafted for flexibility and cost efficiency, allowing you to augment and integrate various machines as your pill packaging needs increase. Your investment remains future-proof – no need to purchase an entirely new line even as production levels soar.
The latest vertical multi-lane intermittent motion machines efficiently package various products into stick-pack form: tubular bags with three side seals. Stick-packs offer a sleek design and ease of use, while also reducing the amount of packing film required. This machine is suitable for businesses seeking to package products in smaller formats without compromising on design and packaging quality. The stick pack equipment’s adaptable dosing system and the option to include any type of marking unit enhance efficiency, potentially shortening cycle times and boosting production rates.
Whether it is a small tablet packaging line or a high-speed soft gel packaging line, simplify your project by purchasing the equipment and integration from one supplier. Our range of equipment and expertise in packaging makes us your ideal integration supplier.
We work with you to customize your packaging line equipment according to your needs. The end result is full synchronization with total project management, including third-party machinery purchase, integration, and responsibility. Synchronization includes full electrical and mechanical connection of all systems in addition to an integrated line control system with queue and backup control, integrated emergency stop circuits, and switchgear.